Betydelsen av hydrauliska cylindrar sträcker sig utöver deras funktionalitet för att omfatta deras komplicerade design och tillverkningsprocesser. Denna omfattande guide undersöker världen av hydraulisk cylinderproduktion och täcker allt från grundstrukturen för dessa komponenter till de komplexa tillverkningsförfarandena. Det syftar till att lyfta fram komplexiteten och subtiliteten som är involverade i produktionen av hydrauliska cylindrar, vilket understryker deras viktiga roll i modern industri och de kontinuerliga tekniska framstegen inom detta område.
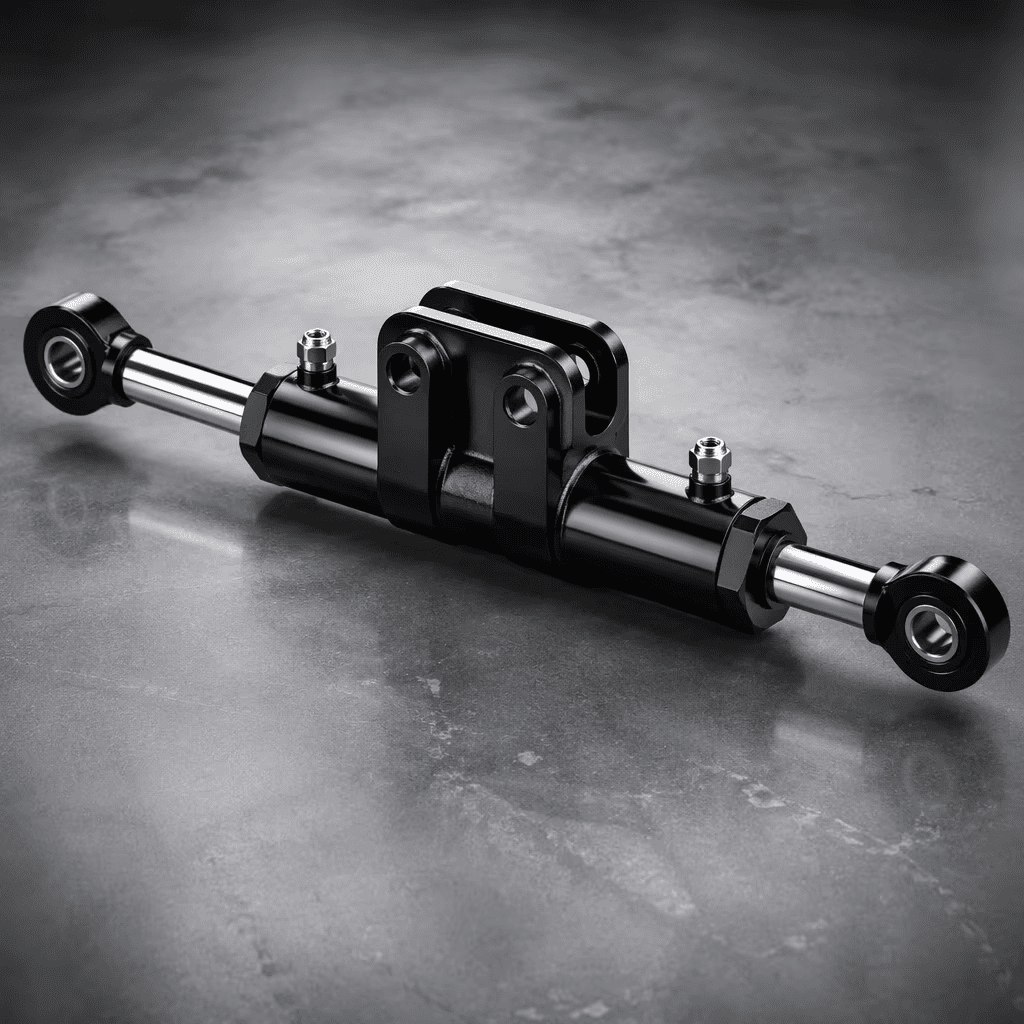
För att fullt ut uppskatta sofistikeringen av hydraulisk cylinderproduktion är det först att förstå dess anatomi. En hydraulisk cylinder består av flera viktiga delar, var och en tjänar en kritisk funktion i sin drift. Dessa huvudkomponenter inkluderar fat, kolv, kolvstång, huvud, bas och tätningar. Fatet fungerar som cylinderns kropp och bor kolven och kolvstången. Det måste vara robust och hållbart för att motstå det inre trycket som utövas av den hydrauliska vätskan. Inuti fatet rör sig kolven fram och tillbaka och delar upp de två sidorna av cylindern. Kolvstången, som sträcker sig från kolven genom cylinderns huvud, omvandlar kolvens linjära rörelse till användbart arbete. Huvudet och basen lockar ändarna på fatet, som innehåller den hydrauliska vätskan och stödjer kolvstången. Materialval för dessa komponenter är avgörande och varierar beroende på den specifika tillämpningen av cylindern. Till exempel kan rostfritt stål väljas för applikationer i frätande miljöer på grund av dess motstånd mot rost och försämring.
I applikationer med högt temperatur väljs material som kan motstå termisk expansion och stress.
Designöverväganden är också en viktig aspekt av hydraulisk cylinderproduktion. Faktorer som belastning, strokelängd, driftstryck och temperaturförhållanden bestämmer cylinderns design. Till exempel kommer en cylinder utformad för användning i en hydraulisk press att ha olika specifikationer jämfört med en som används i flyg- och rymdapplikationer. Ingenjörer måste också ta hänsyn till aspekter som monteringsstil och typen av hydraulvätska som ska användas, som alla påverkar cylinderns slutliga design och prestanda.
I kärnan i hydraulisk cylinderproduktion är designfasen, där idéer och krav översätts till en konkret plan. Denna väsentliga process börjar med en grundlig analys av den avsedda tillämpningen av den hydrauliska cylindern. Ingenjörer utvärderar olika faktorer, såsom cylinderens lastkapacitet, storlek, driftstryck och de specifika miljöförhållandena som den kommer att möta. Till exempel kan en cylinder utformad för en högtemperaturmiljö kräva olika material än ett som är avsett för undervattensanvändning.
Under detta skede spelar Advanced Design Software en avgörande roll. Dessa verktyg gör det möjligt för designers att experimentera med olika konfigurationer, identifiera stresspunkter och optimera designen för både prestanda och kostnadseffektivitet. Precision är nyckeln i denna fas, eftersom även mindre felberäkningar kan påverka cylinderns funktionalitet avsevärt.
Efter att en solid design för den hydrauliska cylindern har etablerats, flyttar fokus sedan till materialupphandlingsfasen. Detta steg involverar ett noggrant urval av material baserat på deras egenskaper och de specifika kraven i applikationen.
1.Väljning av metall för fatet:
Trumman på den hydrauliska cylindern måste kunna motstå inre tryck och motstå slitage över tid. Vanligt använda material inkluderar stål och rostfritt stål, valt för sin styrka och hållbarhet. I vissa applikationer där vikt är en kritisk faktor kan aluminium väljas för sin lätta natur.
2.Choosing höger metall för kolvar:
Kolvar måste vara robusta och kapabla att bibehålla sin form under olika tryck. Material som kolstål och gjutjärn är populära val på grund av deras styrka och motstånd mot deformation.
3. Val av Piston Rod Material:
Kolvstången, som utsätts för yttre miljöer, kräver hög motstånd mot böjning och korrosion. Högstyrka stål används ofta, ibland med kromplätering eller andra ytbehandlingar för att förbättra korrosionsbeständighet och ythårdhet.
4. Sourcing kvalitetssälar och andra komponenter:
Förutom de viktigaste metallkomponenterna är det lika viktigt att skaffa kvalitetssälar (som O-ringar och packningar). Dessa tätningar måste vara kompatibla med den hydrauliska vätskan som används och kan motstå driftstrycket och temperaturen.
5. Överväga miljö- och applikationsspecifika faktorer:
I miljöer som kännetecknas av hög luftfuktighet eller frätande förhållanden krävs material med förbättrad korrosionsbeständighet. På liknande sätt väljs för applikationer som involverar höga temperaturer, material som tål termisk expansion.
Efter upphandling av kvalitetsmaterial är nästa kritiska steg i hydraulisk cylinderproduktion bearbetnings- och monteringsprocessen. Denna fas omvandlar de angivna materialen till de väsentliga komponenterna i en hydraulisk cylinder med användning av exakta och avancerade bearbetningstekniker.
1. skärning av råvaror
Det första steget i den fysiska produktionen av hydrauliska cylindrar är skärning av råvaror. Detta grundläggande steg sätter tonen för kvaliteten och precisionen i hela tillverkningsprocessen.
Precisionskärning till designspecifikationer: Råvarorna, vanligtvis olika grader av stål eller andra metaller, skärs i specifika former och storlekar enligt detaljerade designspecifikationer. Skärverktyg och maskiner med hög precision, såsom CNC-maskiner, laserskärare eller skärningssystem för vattenjet, används för att säkerställa noggrannhet och konsistens.
Attens kompatibilitet av komponenter: Precision vid skärning handlar inte bara om att följa dimensioner; Det är också avgörande för att säkerställa kompatibiliteten hos olika komponenter som kommer att monteras för att bilda den hydrauliska cylindern. Exakt skärning säkerställer att delar som cylindertrumman, kolven och kolvstången passar sömlöst, vilket är viktigt för den effektiva driften av cylindern.
Materialutnyttjande och minimering av avfall: Under denna fas anses effektivt användning av material minimera avfall. Avancerade skärningstekniker och noggrann planering används för att maximera avkastningen från varje materiell parti.
Förberedelse för vidare bearbetning: De klippta materialen framställs sedan för efterföljande processer såsom bearbetning, svetsning och montering. Denna beredning kan inkludera rengöring, avslag och markering för identifiering.
2.Chromed and Turning
Detta steg i den hydrauliska cylinderproduktionsprocessen syftar till att förbättra hållbarheten och funktionen hos specifika komponenter, särskilt kolvstängerna.
Kromplätering: Kromplätering är en avgörande process där ett tunt skikt av krom är elektropläterad på ytan på kolvstängerna. Detta skikt fungerar som en skyddande barriär mot korrosion, vilket är särskilt viktigt i miljöer där cylindern kan utsättas för fukt eller frätande ämnen. Dessutom förbättrar kromskiktet stångens estetiska tilltal, vilket ger det ett glänsande, polerat utseende.
3.Turning
Efter kromplätering genomgår kolvstängerna en svängprocess. Vändning involverar att forma stavarna till de exakta dimensionerna och toleranserna som anges i designen. Denna process utförs vanligtvis med hjälp av en svarv, där stången roteras mot skärverktyg för att ta bort överskottsmaterial och uppnå önskad diameter och ytfinish. Den smidighet som uppnås genom vridning är avgörande för kolvstångens operation i cylindertrumman, eftersom den minskar friktionen, vilket möjliggör en jämnare rörelse och minimerar slitage på både stången och cylinderns inre tätningar.
4.Tonad buskar svetsning
Svetsningen av gängade buskar och andra fixturer är ett avgörande steg i den hydrauliska cylindertillverkningsprocessen, eftersom det innebär att skapa starka, exakta leder som är viktiga för cylinderns montering och övergripande integritet.
Welding -tekniker och utrustning: Avancerade svetsningstekniker, såsom TIG (volfram inert gas) Svetsning eller MIG (metall inert gas) svetsning, används vanligtvis för att fästa gängade buskar på cylinderkomponenterna. Dessa tekniker väljs för deras precision och styrka. Valet av svetsmetoden beror ofta på materialet i komponenterna och de specifika kraven i den hydrauliska cylindern.
Att säkerställa starka leder: De svetsade lederna inspekteras noggrant för att säkerställa att de är fria från defekter som sprickor eller porositet. En stark svets är avgörande för hållbarheten och säkerheten för den hydrauliska cylindern. Svetsningsprocessen innebär vanligtvis att styra temperaturen och använda påfyllningsmaterial som är kompatibla med basmaterialet för att säkerställa en robust bindning.
Post-svetningsbehandlingar: Efter svetsning kan komponenterna genomgå behandlingar efter svetsning såsom stressavlastning eller värmebehandling. Dessa processer hjälper till att minska restspänningar och förbättra styrkan och segheten i svetsområdet.
5.Tube vridning
Processen med rörvridning är ett kritiskt steg för att forma rören som bildar fatet på den hydrauliska cylindern. Detta steg fokuserar på precision och uppmärksamhet på detaljer och säkerställer att rören uppfyller de exakta specifikationerna för diameter och ytfinish.
Achieving rätt diameter: Rörvridningen innebär att du använder svarvar eller vridningscentra för att ta bort material från utsidan av rören, vilket ger dem till den angivna diametern. Den rätta diametern är avgörande för korrekt montering av kolven och andra inre komponenter, vilket säkerställer smidig drift och förebyggande läckor.
Överförlighet på ytan: Vändningsprocessen syftar också till att uppnå en hög nivå av ytsläthet. En slät inre yta minskar friktionen mellan rörliga delar, vilket förbättrar cylinderns effektivitet och livslängd. Smidigheten är också avgörande för effektiv tätning av det hydrauliska systemet, eftersom brister på rörytan kan leda till läckor och minskad prestanda.
Uniformity och konsistens: Konsistens i rörets diameter och ytfinish längs hela sin längd är avgörande för den enhetliga prestanda för den hydrauliska cylindern. Avancerad vändutrustning, ofta datorkontrollerad, säkerställer denna konsistens och producerar rör som är enhetliga i dimension och kvalitet.
6. Bottoms och accessoarer svetsar på rör
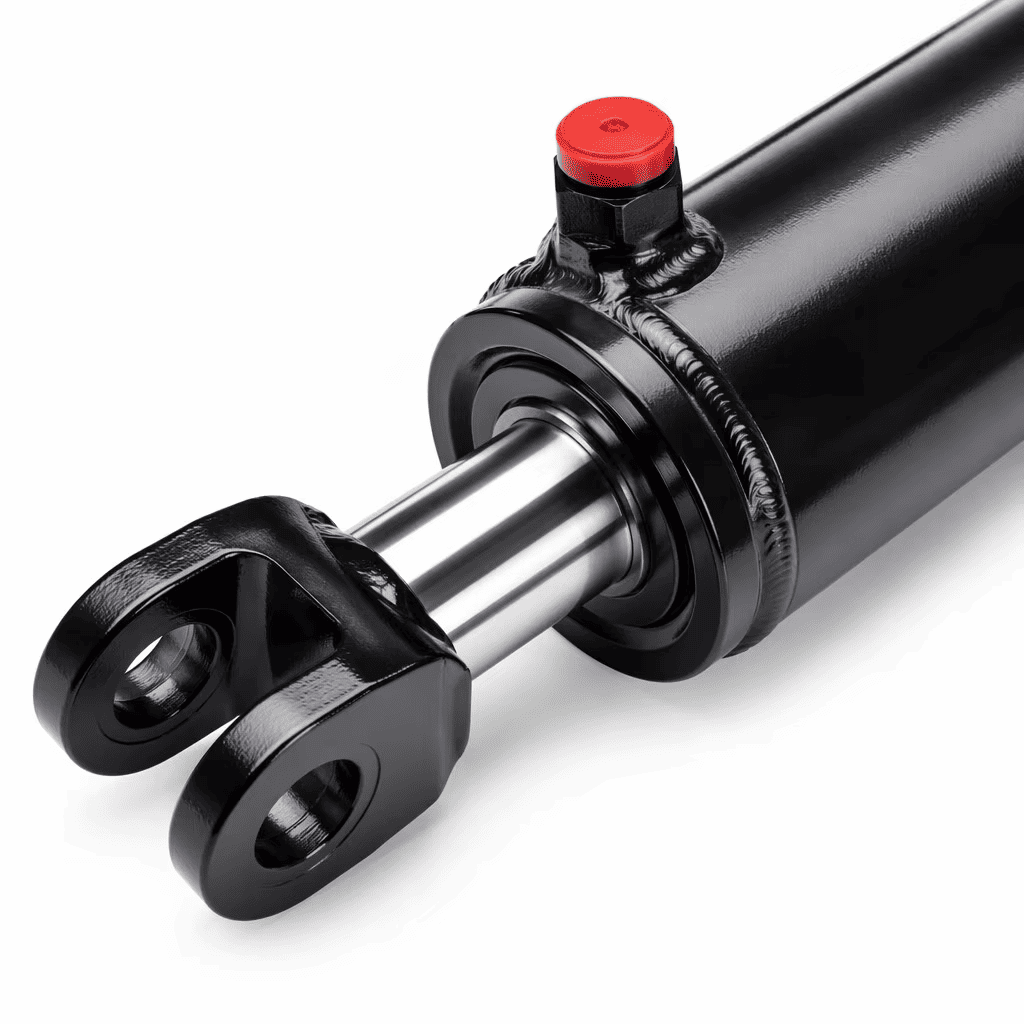
Svetsning av botten och nödvändiga tillbehör på rören är ett avgörande steg i tillverkningen av hydrauliska cylindrar. Denna process involverar att fästa slutkåpor och andra komponenter i röret, som bildar cylinderns kropp, vilket säkerställer att den är förseglad och kan arbeta under högt tryck.
Welding Bottom till rör: Slutkåporna eller botten är svetsade till en eller båda ändarna av röret. Denna uppgift kräver precision, eftersom svetsarna måste vara starka och läcksäkra för att motstå det inre trycket på den hydrauliska vätskan. Svetsarnas kvalitet är avgörande för att upprätthålla cylinderns integritet och säkerhet. Om botten inte är ordentligt svetsade kan de misslyckas under tryck, vilket utgör betydande risker för både utrustningen och operatörerna.
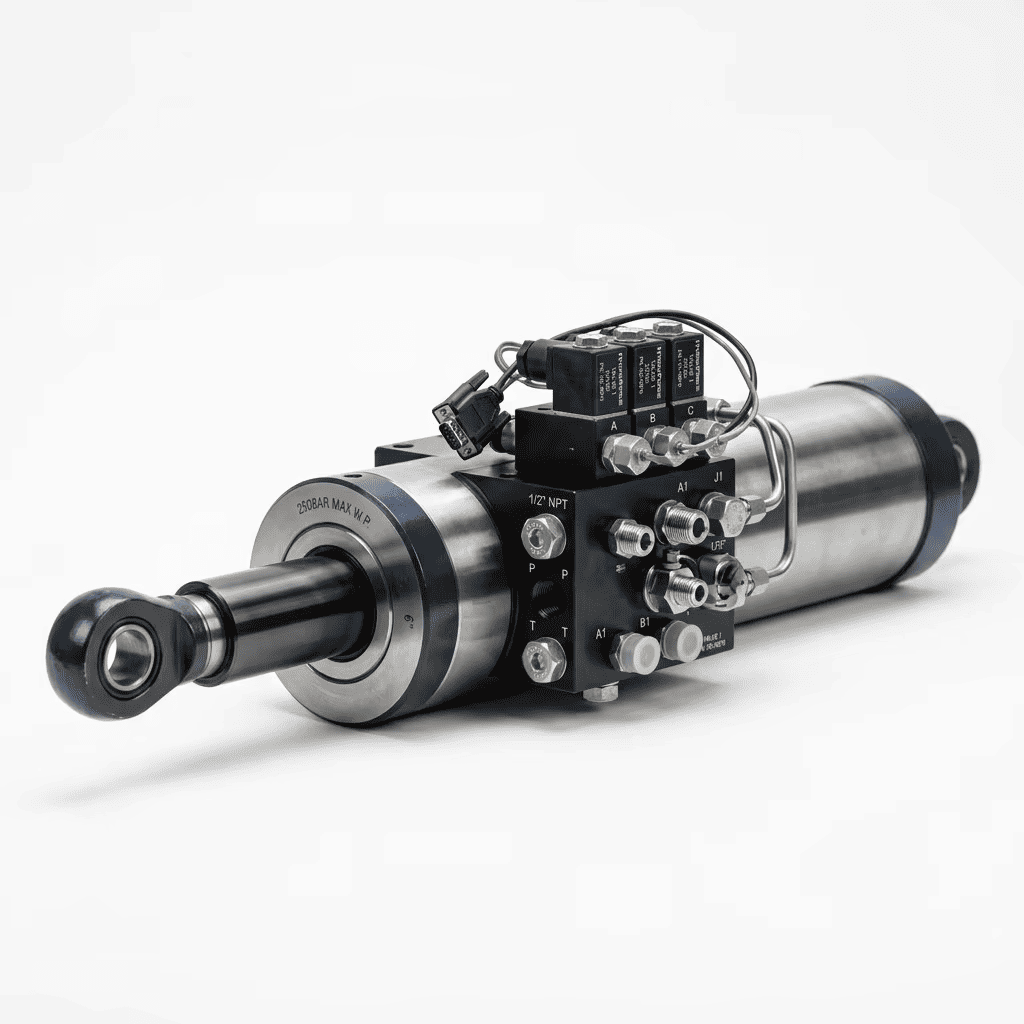
Anslutning av nödvändiga tillbehör: Utöver botten svetsar också andra tillbehör såsom monteringsfästen, portar för hydraulvätskepost och utgång, och sensorer svetsas på röret. Dessa komponenter måste placeras och fästas med stor noggrannhet för att säkerställa korrekt justering och funktionalitet i den slutliga enheten.
Att överväga en förseglad cylinderkropp: Svetsprocessen utförs noggrant för att garantera att cylinderkroppen är helt förseglad. Denna tätning är avgörande för den effektiva driften av cylindern, eftersom varje läckage av hydraulvätska kan resultera i förlust av kraft och effektivitet. Tekniker som TIG (volfram inert gas) svetsning används ofta eftersom de ger starka, exakta svetsar som är lämpliga för högtrycksapplikationer.
7.Polish

Poleringsstadiet i hydraulisk cylinderproduktion är en avgörande process som följer svetsning, som syftar till att förbättra både den estetiska tilltalet och den funktionella kvaliteten på komponenterna.
Achieving en jämn finish: Polering utförs främst för att jämna ut de yttre ytorna på de hydrauliska cylinderkomponenterna, särskilt de som har svetsats. Denna process innebär att man använder slipmedel för att ta bort eventuella svetssprut, oxidationsskikt och ytfel. Målet är att uppnå en enhetlig, smidig finish som inte bara ser professionell utan också minimerar risken för korrosion och materiell trötthet.
Förberedelse för vidare behandling: I vissa fall fungerar polering som ett förberedande steg för ytterligare ytbehandlingar som målning, beläggning eller plätering. En slät, ren yta säkerställer bättre vidhäftning och effektivitet av dessa behandlingar.
8. Install
Installations- eller monteringsfasen i hydraulcylinderproduktionen är där de olika bearbetade och behandlade komponenterna sammanförs för att bilda en komplett enhet.
Montering av kärnkomponenter: Monteringsprocessen innebär att man sätter ihop huvudkomponenterna i den hydrauliska cylindern: kolven, kolvstången, tätningarna och cylinderkroppen (röret). Varje komponent måste installeras noggrant i rätt ordning och orientering. Vanligtvis är kolven fäst vid kolvstången, och denna enhet sätts sedan in i cylinderkroppen.
Installera tätningar och packningar: Tätningar och packningar är avgörande för att bibehålla cylinderns hydrauliska integritet. De förhindrar läckage av hydraulvätska och ser till att cylindern kan generera och motstå det nödvändiga trycket. Installationen av dessa tätningar kräver precision för att undvika skador och för att säkerställa att de sitter ordentligt.
Anslutning av externa komponenter: När den inre monteringen är klar är externa komponenter såsom slutkapslar, monteringsfästen och portar för hydrauliska anslutningar. Dessa komponenter är ofta bultade eller svetsade till cylinderkroppen, och deras säkra fästning är avgörande för cylinderns övergripande funktionalitet och säkerhet.
9.målning
Målningssteget i hydraulisk cylinderproduktion är det sista steget som tillför både estetiskt värde och skyddande funktionalitet till den färdiga produkten.
Förbättra estetisk överklagande: Målning ger den hydrauliska cylindern ett polerat, professionellt utseende, vilket kan vara avgörande för kundnöjdhet och varumärkesuppfattning. En välfärdig produkt signalerar ofta hög kvalitet, och målning möjliggör anpassning med företagsfärger eller designprogram och därmed förbättrar produktens marknadsöverklagande.
Skyddande skikt mot miljöelement: Färgen fungerar som en barriär mot miljöfaktorer som fukt, damm, kemikalier och UV -strålning. Detta skydd är särskilt viktigt för cylindrar som används i utomhusinställningar eller hårda industriella miljöer. Genom att skydda mot korrosion och slitage förlänger färgen livslängden för den hydrauliska cylindern, vilket säkerställer att den förblir funktionell och upprätthåller sin integritet över tid.
Tillämpningsprocess: Innan målningen är cylinderns yta vanligtvis förbehandlad för att ta bort oljor, damm eller andra föroreningar. Denna beredning kan inkludera avfettning, sandblästring eller applicering av en primer. Valet av färg- och applikationsmetod (sprutning, doppning, etc.) beror på cylinderns material, dess avsedda användning och miljön där den kommer att fungera.
Trying och härdning: Efter att färgen har applicerats går cylindern genom en torknings- och härdningsprocess. Beroende på vilken typ av färg kan detta innebära att du använder en ugn eller värmelampa för att påskynda härdningen eller låta den torka naturligt i ett väl ventilerat område.
I denna omfattande guide har vi undersökt den komplicerade världen av hydraulcylinderproduktion och avslöjat varje kritiskt steg i tillverkningsprocessen. Hydrauliska cylindrar spelar en viktig roll i ett brett spektrum av industrier, och att förstå deras produktionsprocess är avgörande för varje kund.